En İyi Tedarikçiler Çin Metalurji Rulo Silindirini Tornalamak için Taşlama Tekerleği ile Ağır Hizmet Torna Makinesi
"Yüksek kalite, Hızlı Teslimat, Rekabetçi Fiyat" konusunda ısrar ederek, artık eşit derecede yurt dışından ve yurt içinden tüketicilerle uzun vadeli bir işbirliği kurduk ve yeni ve eski müşterilerimizin En İyi Tedarikçiler Çin Taşlama Taşlı Ağır Hizmet Torna Makinesi için önemli yorumlarını aldık Metalurji Rulo Silindirinin Tornalanması için, Kollarımızı açarak, ilgilenen tüm alıcıları daha fazla bilgi için web sayfamıza gitmeye veya bizi anında aramaya davet ediyoruz.
"Yüksek kalite, Hızlı Teslimat, Rekabetçi Fiyat" konusunda ısrar ederek, artık yurt dışından ve yurt içinden tüketicilerle uzun vadeli işbirliği kurduk ve yeni ve eski müşterilerin önemli yorumlarını aldık.Çin Cnc Torna, Yatay Torna Makinesi, Farklı kalite derecelerinde ve müşterinin özel tasarımıyla özel siparişler kabul edilebilir. Dünyanın her yerindeki müşterilerden uzun vadede iş dünyasında iyi ve başarılı bir işbirliği kurmayı dört gözle bekliyoruz.
Otomobil aks teknolojisi analizi

Otomobil aksı
Alt takımın (şasi) her iki yanında tekerlek bulunan akslara toplu olarak otomobil aksları, sürüş kabiliyetine sahip akslara ise genel olarak aks adı verilir. İkisi arasındaki temel fark aksın (dingilin) ortasında bir tahrik olup olmadığıdır. Bu yazıda farkı göstermek amacıyla tahrik ünitesine sahip otomobil aksı otomobil aksı, tahrik ünitesi olmayan araca ise otomobil aksı adı verilmiştir.
Lojistik ve taşımaya olan talebin artmasıyla birlikte, otomobil akslarının, özellikle de römork ve yarı römorkların, profesyonel taşımacılık ve özel operasyonlardaki üstünlüğü giderek daha belirgin hale geliyor ve pazar talebi önemli ölçüde arttı.
Bu teknoloji, aksın işleme sürecini analiz ederek müşterilerin daha uygun CNC makinesi seçmelerine yardımcı olmayı umuyor.


Otomobil aks sınıflandırması:
Aks tipleri, fren tipine göre farklılık gösterir ve disk frenli akslar, kampanalı frenli akslar vb. olarak ikiye ayrılır.
Şaft çapı yapısının büyüklüğüne göre ikiye ayrılır: Amerikan aksı, Alman aksı; vesaire.
Şekli ve yapısına göre ikiye ayrılır:
bütün: katı kare boru aksı, içi boş kare boru aksı, içi boş yuvarlak aks;
bölünmüş gövde: şaft kafası + içi boş şaft borusu kaynağı.
Aksın işleme içeriğinden katı ve içi boş akslar, işleme ekipmanının seçimiyle ilgilidir.
Aşağıda tüm aksın (aynı zamanda katı ve içi boş; kare boru ve yuvarlak boruya bölünmüş) ve bölünmüş aksın (katı ve içi boş mil kafası + içi boş mil boru kaynağı) üretim sürecinin analizi yer almaktadır. Daha uygun makineyi daha iyi seçmek için analiz edilir.
Otomobil aksları için üretim süreci ve makine:
1. Genel aksın geleneksel üretim süreci:

Yukarıdaki aks üretim sürecinden, işlemeyi tamamlamak için en az üç tip takım tezgahına ihtiyaç vardır: freze makinesi veya çift taraflı delik açma makinesi, CNC torna tezgahı, delme ve frezeleme makinesi ve CNC torna tezgahının döndürülmesi gerekir (bazı müşteriler çift kafalı CNC torna tezgahı seçilmiştir). Diş işlemeye gelince, eğer mil çapı söndürülmüşse, söndürmeden sonra işlenir; söndürme yoksa OP2 ve OP3'te işlenir ve OP4 ve OP5 sıralı takım tezgahları atlanır.

Yeni üretim sürecinden, işleme için kullanılan freze makinesi (katı aks) veya çift taraflı delik delme makinesi (içi boş aks) artı CNC torna tezgahı, geleneksel OP1 frezeleme, OP2, OP3 tornalama sırası ve hatta OP5 delme ve frezeleme değiştirilebilir. çift uçlu CNC torna tezgahı OP1 tarafından.
Şaft çapının su verme gerektirmediği katı akslar için, kama kanallarının frezelenmesi ve radyal deliklerin delinmesi de dahil olmak üzere tüm işleme içerikleri tek bir kurulumda tamamlanabilir. Şaft çapının su verme gerektirmediği içi boş akslar için, otomatik dönüşüm sıkma standardı takım tezgahında gerçekleştirilebilir ve işleme içeriği tek bir takım tezgahı ile tamamlanabilir.
Aksları işlemek için çift uçlu dingilli özel CNC torna tezgahlarının seçilmesi, işleme rotasını önemli ölçüde kısaltır ve seçilen takım tezgahlarının türü ve miktarı da azalır.
3. Bölünmüş aks üretim süreci:

Yukarıdaki işlemden, kaynak öncesi aks borusunun işleme ekipmanı da çift uçlu CNC torna tezgahı olarak seçilebilir. Aksın kaynak sonrası işlenmesi için, çift uçlu akslara yönelik özel CNC torna tezgahı ilk tercih olmalıdır: her iki uçta eşzamanlı işleme, yüksek işleme verimliliği ve iyi işleme doğruluğu. Aksın her iki ucundaki kama yuvası ve radyal deliğin işlenmesi gerekiyorsa, makine ayrıca sonraki kama yuvasını ve radyal deliği birlikte işlemek için bir elektrikli alet tutucusu ile donatılabilir.
4. Yeni süreç seçme makinesinin avantajı ve özelliği:
1) İşlemin yoğunlaşması, iş parçası sıkıştırma sürelerinin azaltılması, yardımcı işlem süresinin azaltılması, her iki uçta eşzamanlı işleme teknolojisinin kullanılması, üretim verimliliği önemli ölçüde artırılır.
2) Tek seferlik kenetleme, her iki uçta eşzamanlı işlem, aksın işleme doğruluğunu ve eş eksenliliğini artırır.
3) Üretim sürecini kısaltın, üretim sahasındaki parçaların cirosunu azaltın, saha kullanımının verimliliğini artırın ve üretim organizasyonunun ve yönetiminin iyileştirilmesine yardımcı olun.
4) Yüksek verimli işleme ekipmanlarının kullanılması nedeniyle, tam otomatik üretim elde etmek ve işçilik maliyetlerini azaltmak için yükleme ve boşaltma cihazları ve depolama cihazlarıyla donatılabilir.
5) İş parçası ara pozisyonda sıkıştırılır, sıkma güvenilirdir ve takım tezgahının kesilmesi için gereken tork yeterlidir ve büyük miktarda tornalama gerçekleştirilebilir.
6) Takım tezgahı, özellikle içi boş aks için, işleme sonrasında aksın eşit kalınlığını sağlayabilen otomatik algılama cihazı ile donatılabilir.
7) İçi boş akslar için, OP1 sıralayıcının her iki ucundaki iç delikler tamamlandığında, geleneksel müşteri bir ucunu kelepçeyi kaldırmak için, diğer ucunu ise tornalama için iş parçasını sıkıştırmak amacıyla puntayı kullanacak, ancak boyutu iç delik farklıdır. Daha küçük iç delik için sıkma sertliği yetersiz, üst sıkma torku yetersiz ve verimli kesim tamamlanamıyor.
Yeni çift yüzlü torna tezgahında, içi boş aksta, aracın her iki ucundaki iç delikler tamamlandığında, makine otomatik olarak bağlama moduna geçer: iki uç iş parçasını sıkmak için kullanılır ve orta tahrik, iş parçasını yüzdürür. Torku iletmek için.
8) Yerleşik hidrolik sıkma iş parçasına sahip mesnet, makinenin Z yönünde hareket ettirilebilir. Müşteri, orta kare borudaki (yuvarlak boru) konumu, alt plaka konumunu ve aksın şaft çapı konumunu gerektiği gibi tutabilir.
5.Sonuç:
Yukarıdaki durum göz önüne alındığında, otomobil akslarını işlemek için çift uçlu CNC torna tezgahlarının kullanılması, geleneksel işlemlere göre önemli avantajlara sahiptir. Üretim süreci ve makine yapısı bakımından geleneksel takım tezgahlarının yerini alabilecek ileri bir imalat teknolojisidir.
Orta bölümü
6.Aks müşteri dosyası

Özel Çift Uçlu Akslı CNC torna tezgahı Giriş
Aks işleme aralığı: ∮50-200mm, □50-150mm, işleme uzunluğu: 1000-2800mm
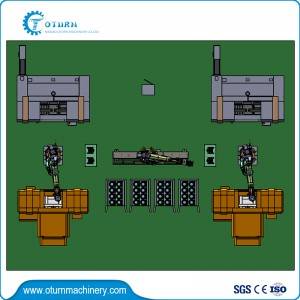
Makine yapısı ve performansına giriş
Takım tezgahı, iyi sağlamlığa ve kolay talaş tahliyesine sahip 45° eğimli yatak düzenini benimser. Ara tahrikli kenetleme işlevine sahip mesnet, yatağın ortasında düzenlenmiştir ve iki takım tutucu, mil kutusunun her iki yanında düzenlenmiştir. Makinanın minimum sıkma uzunluğu 1200mm, maksimum işleme uzunluğu ise 2800mm’dir. Yuvarlanma kılavuzu benimsenmiştir ve her servo besleme mili yüksek sessiz bilyalı vidayı benimser ve elastik kaplin doğrudan bağlanır ve gürültü düşüktür, konumlandırma doğruluğu ve tekrarlanan konumlandırma hassasiyeti yüksektir.
■Makine iki kanallı bir kontrol sistemi ile donatılmıştır. Parçanın iki ucunun eş zamanlı veya sıralı işlenmesini tamamlamak için iki takım tutucu iş miline aynı anda veya ayrı ayrı bağlanabilir.
■Makine çift mesnetli olarak donatılmıştır. Ana mesnet yatağın ortasına sabitlenmiştir ve servo motor, dişli kayış aracılığıyla ana mile güç sağlar. Alt iş mili kutusu, takım tezgahının alt kılavuz rayına, ana iş mili kutusuyla eş eksenli olarak monte edilir ve parçaların yüklenmesini ve boşaltılmasını kolaylaştırmak için servo motor tarafından eksenel olarak hareket ettirilebilir ve farklı kelepçelerin ayarlanması uygundur pozisyonlar. Parçaları işlerken alt iş mili tabanı makine rayına kilitlenir. İki mesnetli başlığın eş eksenli doğruluğu üretim süreci tarafından garanti edilir ve bu da işlenmiş parçalarda daha yüksek derecede eşmerkezlilik sağlar.


■Mesnet, iş mili sistemini, fikstürü ve yağ dağıtım sistemini entegre eder ve kompakt bir yapıya ve güvenilir çalışmaya sahiptir. Özel sıkıştırma çapı ve mesnetin genişliği müşterinin aks parçalarına göre belirlenir.
Ana mesnet, iki kademeli kayış ve dişli ile yavaşlatılır ve iş milinin büyük bir tork üretmesine olanak sağlar. Parçaların sıkıştırılmasını gerçekleştirmek için sırasıyla ana başlığın sol ucuna ve alt başlığın sağ ucuna bir kelepçe takılır. Ana başlık parçaları dönmeye yönlendirdiğinde, alt başlık kelepçesi sıkıştırma parçaları ana başlıkla birlikte döner.



Fikstür üç radyal silindirle donatılmıştır (hem yuvarlak malzeme hem de kare malzeme kelepçelenirse dört radyal silindir), piston hidrolik basınçla ileri geri hareket eder ve kendi kendini gerçekleştirmek için pençeler pistonun ucuna takılır. parçaların merkezlenmesi. Sıkıştırma. Parçaları değiştirirken tırnakları değiştirmek hızlı ve kolaydır. Sıkıştırma kuvveti, hidrolik sistemin hidrolik basıncına göre ayarlanır. Parça işlendiğinde kelepçe ana şaftla birlikte döner ve yağ dağıtım sistemi kelepçeye yağ sağlar, böylece kelepçe dönme sırasında yeterli sıkıştırma kuvvetine sahip olur. Kelepçe, büyük sıkma kuvveti ve büyük pençe darbesi avantajlarına sahiptir.
■Müşterinin içi boş aks işlemesinden sonra eşit duvar kalınlığı sorununu çözmek için makine, otomatik iş parçası inceleme cihazıyla donatılabilir. Aks kelepçelemesi tamamlandıktan sonra iş parçası, probun uzadığını otomatik olarak algılar ve iş parçasının konumunu ölçer; Ölçüm tamamlandıktan sonra cihaz kapalı alana çekilir.


İçi boş aksların farklı işleme süreçleri için, yatak konumu kelepçeleme referansı olarak kullanılırsa, otomatik kenetleme ve kenetleme özelliğine sahip makine yapısı seçilebilir ve programlanabilir punta, ana ve yardımcı iş mili kafalarının her iki yanında sağlanır. bir makinenin gereksinimleri. Aynı anda iki adımın işlenmesinin tamamlanması bekleniyor. Aynı zamanda otomatik yükleme ve boşaltma parçalarının daha fazla ve daha iyi seçeneklere sahip olmasını da sağlar.
■Sol ve sağ takım tutucular sıradan döner takım tutucular veya elektrikli taretlerle donatılabilir. Anahtar parçaların delinmesini ve frezelenmesini tamamlayabilen delme ve frezeleme fonksiyonlarına sahiptirler.
■Makine takımı tamamen kapalıdır ve otomatik yağlama cihazı ve otomatik talaş kaldırma cihazı (ön) ile donatılmıştır. İyi koruma performansına, güzel görünüme, kolay kullanıma ve uygun bakıma sahiptir.
■Ayrıntılı makine özellikleri ve konfigürasyonları aks gereksinimlerine ve müşteri gereksinimlerine göre belirlenir ve burada tekrarlanmayacaktır.



İlginiz için teşekkürler!"Yüksek kalite, Hızlı Teslimat, Rekabetçi Fiyat" konusunda ısrar ederek, artık eşit derecede yurt dışından ve yurt içinden tüketicilerle uzun vadeli bir işbirliği kurduk ve yeni ve eski müşterilerimizin En İyi Tedarikçiler Çin Taşlama Taşlı Ağır Hizmet Torna Makinesi için önemli yorumlarını aldık Metalurji Rulo Silindirinin Tornalanması için, Kollarımızı açarak, ilgilenen tüm alıcıları daha fazla bilgi için web sayfamıza gitmeye veya bizi anında aramaya davet ediyoruz.
En İyi Tedarikçiler Çin CNC Torna, Yatay Torna Makinesi, Farklı kalite dereceleri ve müşterinin özel tasarımıyla özel siparişler kabul edilebilir. Dünyanın her yerindeki müşterilerden uzun vadede iş dünyasında iyi ve başarılı bir işbirliği kurmayı dört gözle bekliyoruz.