BOSM -12010 Karşıt Kafalı Delik Freze Tezgahı


1. Kullanımımakine :
BOSM- 12000* 1000 sabit kirişli CNC portal çift sütunlu kafa kafaya delme ve frezeleme makinesi, ekskavatör kollarını/çubuklarını işlemek için özel bir makine aletidir. Yastık, iş parçasının hızlı işlenmesini gerçekleştirebilir, iş parçası etkili strok aralığında delinebilir, frezelenebilir ve sıkılabilir, iş parçası tek seferde yerinde işlenebilir (ikincil sıkıştırmaya gerek yoktur), yükleme ve boşaltma hızı hızlıdır, konumlandırma hızı hızlıdır ve işleme doğruluğu yüksektir. Yüksek, yüksek işleme verimliliği.
2.Makine yapısıözellikler:
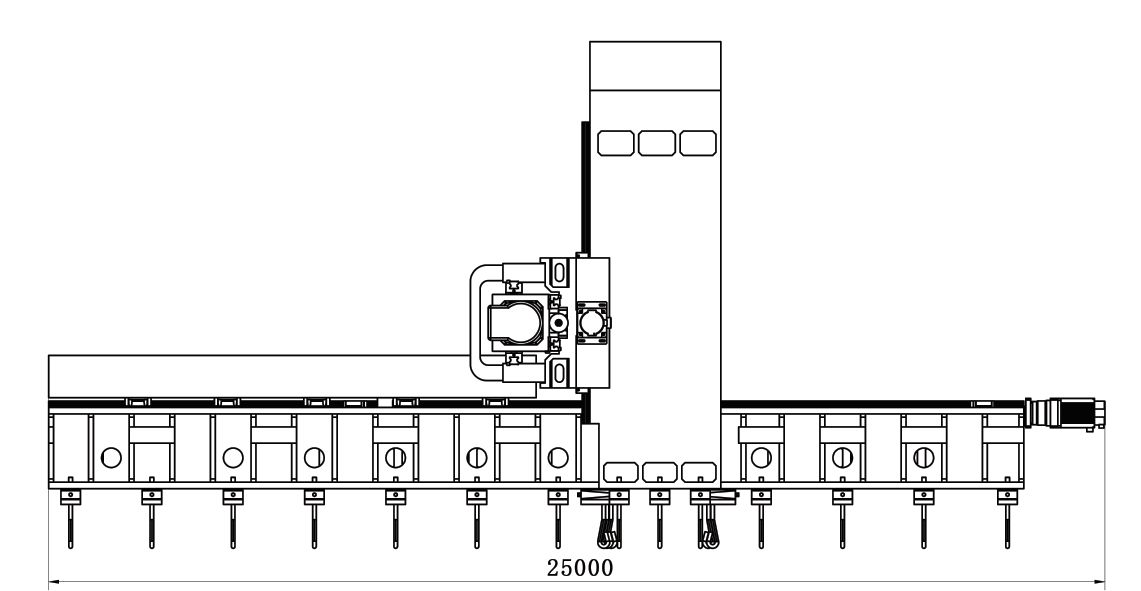
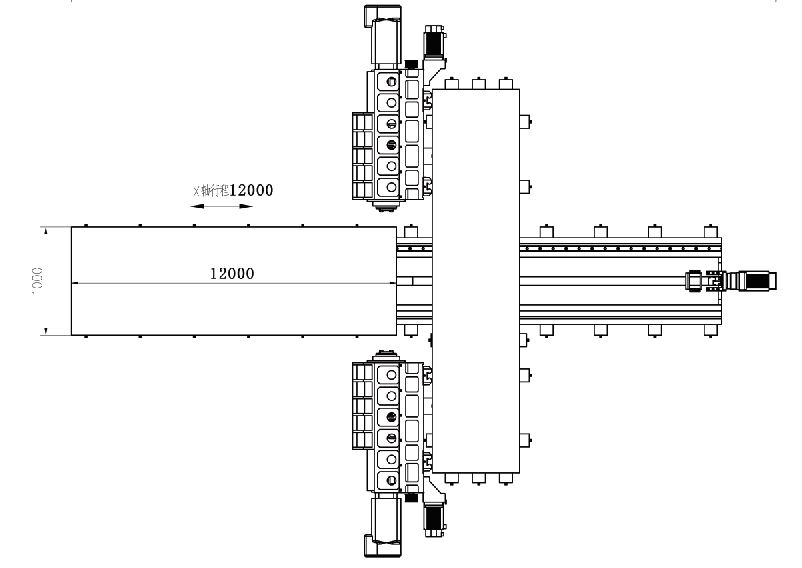
Takım tezgahının ana bileşenleri: yatak, tezgah, sol ve sağ sütunlar, kirişler, portal bağlantı kirişleri, eyerler, şahmerdanlar vb., büyük parçalar reçine kum kalıplamadan, yüksek kaliteli gri demir 250 dökümden yapılmıştır, sıcak tavlanmış kum ocağı → titreşim yaşlanma → ısıl işlem Fırın tavlama → titreşim yaşlanma → kaba işleme → titreşim yaşlanma → sıcak fırın tavlama → titreşim yaşlanma → bitirme, parçaların negatif stresini tamamen ortadan kaldırır ve parçaların performansını sabit tutar. Sabit yatak, sol ve sağ sütunlar, portal ve çalışma tezgahı hareket eder; Frezeleme, delik delme, havşa açma, kılavuz çekme vb. işlevlere sahiptir. Takım soğutma yöntemi harici soğutmadır. Takım tezgahı, 4 eksenli bağlantı ve 5 eksenli tek eylemi gerçekleştirebilen 5 besleme ekseni içerir. 2 adet güç başlığı bulunmaktadır. Takım tezgahının ekseni ve güç başlığı aşağıdaki şekilde gösterilmektedir.


2.1.Eksenel şanzıman besleme parçasının ana yapısı
2.1.1.X ekseni:Çalışma masası, sabit yatağın kılavuz rayı boyunca yanal olarak ileri geri hareket eder.
X 1 eksenli tahrik: AC servo motor artı yüksek hassasiyetli planet redüktör, X ekseninin doğrusal hareketini gerçekleştirmek üzere tezgahın hareketini tahrik etmek üzere bilyalı vida ile tahrik edilir
Kılavuz ray formu: iki adet yüksek mukavemetli hassas doğrusal kılavuz rayı döşeyin.
2.1.2 Z1 ekseni:Güç başlığı ve bir eyer kolonun ön tarafına dikey olarak monte edilir ve kolon kılavuz rayı boyunca ileri geri hareket eder.
Z1 ekseni iletimi: Z ekseni doğrusal hareketini gerçekleştirmek için seleyi tahrik etmek üzere bilyalı vidayı tahrik etmek için AC servo motor ve senkron tekerlek kullanılır
2.1.3 Z2 ekseni:Güç başlığı ve bir eyer kolonun ön tarafına dikey olarak monte edilir ve kolon kılavuz rayı boyunca ileri geri hareket eder.
Z2 ekseni iletimi: AC servo motor ve senkron tekerlek, Z ekseni doğrusal hareketini gerçekleştirmek üzere seleyi tahrik etmek üzere bilyalı vidayı tahrik etmek için kullanılır.
2.1.4 Y1 ekseni:Güç başlığı selesi sağ sütunun ön tarafına dikey olarak monte edilir ve sütun kılavuz rayı boyunca sola ve sağa ileri geri hareket eder.
Y1 ekseni iletimi: AC servo motor artı yüksek hassasiyetli planet redüktör, Y1 ekseninin doğrusal hareketini gerçekleştirmek üzere koçun bilyalı vida boyunca hareket etmesini sağlamak için kullanılır
2.1.5 Y2 ekseni:Güç başlığı selesi sağ sütunun ön tarafına dikey olarak monte edilir ve sütun kılavuz rayı boyunca sola ve sağa ileri geri hareket eder.
Y2 ekseni iletimi: AC servo motor artı yüksek hassasiyetli planet redüktör, Y2 ekseni doğrusal hareketini gerçekleştirmek için koçun bilyalı vida boyunca hareket etmesini sağlamak için kullanılır.
2.2.Delme ve frezeleme güç kafasının hareket yönü (güç kafası 1 ve 2 dahil), kare koç yapısını, en gelişmiş tel-sert kombine kılavuz rayı yöntemini benimser, sert ray güçlü destek, 4 doğrusal makaralı kılavuz rayı ile çevrilidir çiftler yönlendirilir ve sürücü AC servo motoru kullanır Senkron kayışı (i=2) ve hassas bilyalı vidalı şanzımanı çalıştırır, güç kafası, ağır hizmet hassasiyeti tarafından yönlendirilen senkron kayış ve senkron tekerlek boyunca yavaşlamak için servo motoru kullanır Kılavuz rayı çifti ve dikey bilyalı vidayı döndürmek için çalıştırır, güç kafasının yukarı ve aşağı dikey hareket yapmasını sağlar ve makine kafasının vida ve servo motor üzerindeki taşıma kapasitesini azaltmak için nitrojen denge çubuğu ile donatılmıştır. Z ekseni motorunun otomatik fren fonksiyonu vardır. Elektrik kesintisi durumunda otomatik fren motor milini sıkı bir şekilde tutacaktır. böylece dönemez. Çalışırken matkap ucu iş parçasına temas etmediğinde hızlı bir şekilde ilerleyecektir; Matkap ucu iş parçasına temas ettiğinde otomatik olarak çalışma ilerlemesine geçecektir. Matkap ucu iş parçasına girdiğinde otomatik olarak hızlı geri sarma moduna geçecektir; Matkap ucunun ucu iş parçasını terk edip ayarlanan konuma ulaştığında, çalışma masası otomatik sirkülasyonu gerçekleştirmek için bir sonraki delik konumuna hareket edecektir. Güç başlığı, yalnızca ekipmanın çalışma hızını sağlamakla kalmayıp aynı zamanda ekipmanın sağlamlığını da büyük ölçüde artıran tel ve sert ray kombinasyonunu benimser. Ve işgücü verimliliğini artıran kör delik delme, frezeleme, pah kırma, talaş kırma, otomatik talaş kaldırma vb. işlevlerini gerçekleştirebilir.

(sol güç başlığı)
2.3. Talaş kaldırma ve soğutma
Tezgahın altında her iki tarafa monte edilmiş spiral ve düz zincirli talaş konveyörleri bulunmaktadır ve uygar üretimi gerçekleştirmek için talaşlar iki kademeli spiral ve zincir plakalar aracılığıyla uçtaki talaş konveyörüne otomatik olarak boşaltılabilmektedir. Talaş konveyörünün soğutma sıvısı tankında, matkap ucunun delme performansını ve servis ömrünü sağlamak için aletin harici olarak soğutulması için kullanılabilecek bir soğutma pompası vardır ve soğutucu geri dönüştürülebilir.
3.Tam dijital sayısal kontrol sistemi:
3.1.Talaş kırma fonksiyonu ile talaş kırma süresi ve talaş kırma döngüsü insan-makine arayüzü üzerinden ayarlanabilir.
3.2.Takım kaldırma fonksiyonu ile takım kaldırma yüksekliği insan-makine arayüzünde ayarlanabilir. Delme bu yüksekliğe ulaştığında, matkap ucu hızla iş parçasının üstüne kaldırılır ve ardından talaşlar atılır ve ardından hızlı bir şekilde delme yüzeyine iletilerek otomatik olarak işe dönüştürülür.
3.3.Merkezi çalışma kontrol kutusu ve el ünitesi sayısal kontrol sistemini benimser ve USB arayüzü ve LCD sıvı kristal ekranla donatılmıştır. Programlama, depolama, görüntüleme ve iletişimi kolaylaştırmak için operasyon arayüzünde insan-makine diyaloğu, hata telafisi ve otomatik alarm gibi işlevler bulunur.
3.4.Ekipman, işlemeden önce delik konumunu önizleme ve yeniden inceleme işlevine sahiptir ve işlem çok uygundur.
4. Otomatik yağlama
Takım tezgahı hassas lineer kılavuz ray çiftleri, hassas bilyalı vida çiftleri ve diğer yüksek hassasiyetli hareket çiftleri, otomatik yağlama sistemleriyle donatılmıştır. Otomatik yağlama pompası basınçlı yağ üretir ve kantitatif yağlayıcı yağ haznesi yağa girer. Yağ haznesi yağla doldurulduktan sonra sistem basıncı 1.4-1.75Mpa'ya yükseldiğinde sistemdeki basınç anahtarı kapatılır, pompa durur ve aynı anda boşaltma valfi boşalır. Yoldaki yağ basıncı 0,2Mpa'nın altına düştüğünde kantitatif yağlayıcı yağlama noktasını doldurmaya başlar ve bir yağ dolumunu tamamlar. Kantitatif yağ enjektörünün doğru yağ beslemesi ve sistem basıncının algılanması nedeniyle, yağ beslemesi güvenilir olup, her kinematik çiftin yüzeyinde bir yağ filmi olmasını sağlayarak sürtünmeyi ve aşınmayı azaltır ve hasar görmesini önler. Aşırı ısınmadan kaynaklanan iç yapı. Takım tezgahının doğruluğunu ve ömrünü sağlamak için. Kayar kılavuz ray çifti ile karşılaştırıldığında, bu takım tezgâhında kullanılan döner doğrusal kılavuz ray çiftinin bir dizi avantajı vardır:
①Hareket hassasiyeti yüksektir, döner kılavuz rayının sürtünme katsayısı küçüktür, yalnızca 0,0025~0,01 ve sürüş gücü büyük ölçüde azalır, bu da sıradan makinelerin yalnızca 1/10'una eşdeğerdir.
② Dinamik ve statik sürtünme arasındaki fark çok küçüktür ve takip performansı mükemmeldir, yani sürüş sinyali ile mekanik eylem arasındaki zaman aralığı son derece kısadır, bu da yanıt hızını ve hassasiyetini artırmaya yardımcı olur. Sayısal kontrol sistemi.
③Yüksek hızlı doğrusal hareket için uygundur ve anlık hızı, kayan kılavuz raylarından yaklaşık 10 kat daha yüksektir.
④ Boşluksuz hareketi gerçekleştirebilir ve mekanik sistemin hareket sertliğini artırabilir.
⑤Profesyonel üreticiler tarafından üretilmiştir, yüksek hassasiyete, iyi çok yönlülüğe ve kolay bakıma sahiptir.

5. Makine kullanım ortamı:
Güç kaynağı: üç fazlı AC380V ± %10, 50Hz ± 1 Ortam sıcaklığı: 0° ~ 45°
Beş, ana teknik parametreler:


6. Teknik parametreler
| Modeli | BOSM12010 | |
| Maksimum işleme iş parçası boyutu | Uzunluk × genişlik × yükseklik (mm) | 12000×1000×1500 |
| Maksimum Kesici Çapı | 200 mm | |
| Portal maksimum ilerlemesi | Genişlik (mm) | 1300 |
| çalışma masası boyutu | Uzunluk X Genişlik (mm) | 12000*1000 |
|
Yatay koç tipi delme kafası güç kafası bir iki
| Adet (2) | 2 |
| Mil konikliği | BT50 | |
| Delme çapı (mm) | Φ2-Φ60 | |
| Kılavuz çekme çapı (mm) | M3-M30 | |
| İş mili hızı (dev/dak) | 30~6000 | |
| Servo iş mili motor gücü (kw) | 37 | |
| İş mili ucunun tabla merkezinden uzaklığı (mm) | 150-650 | |
| Tek bir koçun sol ve sağ vuruşu (mm) | 500 | |
| Koçun merkezi ile tabla düzlemi arasındaki mesafe (mm) | 200-1700 | |
| Koçun yukarı ve aşağı vuruşu (mm) | 1500 | |
| Tekrarlanabilirlik | 300mm*300mm | ±0,02 |
| Takım Tezgahı Boyutları | Uzunluk × genişlik × yükseklik (mm) | çizimlere göre |
| Brüt ağırlık (t) | (yaklaşık) 62 | |

Yukarıdaki parametreler ön tasarım parametreleridir. Gerçek tasarımda, şirketinizin işleme parçalarının gereksinimlerini karşılamak için iş parçasının işleme gereksinimlerine ve takım tezgahının tasarım gereksinimlerine göre değişiklikler olabilir.